
Factory history
AIP Foundation was founded by Mr. Greig Craft in 1999. In 2000, former President of the US, Bill Clinton, launched project Helmet for Kids, which was the first school based program of AIP Foundation. At that time, helmets deployed in the program were all imported from China. It dawned on Mr. Greig Craft of the huge demands for quality and financially viable helmets in Vietnam. As a result, he raised fund to found the first social enterprise specialized in helmets in Vietnam.
During the onset of the project, Mr. Greig and his collaborators closely cooperated with American experts of helmets and traffic safety. In addition, they were also enrolled in a training course in Hong Kong to take an insight in the operation of a helmet factory. Protec Company was granted operation license in August 2001, and released the first helmet in 2002. In the first phase of the company, our factory could only produce 5,000 helmets a year. In 2006, sales of Protec rocketed in the awake of the Vietnamese government introducing the mandatory law on helmet use, which applied to all motorbike users – AIP Foundation played an instrumental role in pushing the government to pass the law. In 2007, when the mandatory helmet law officially came into effect, both production and sales of Protec recorded stable growth.
Nowadays, Protec has employed over 300 staff members, including 200 direct workers on site, some of the staff are handicapped. Protec factory produces around 5,000,000 helmets a year. In addition, Protec Company also has 2 showrooms/distribution agencies in Hanoi, 2 in Ho Chi Minh City, 1 in Danang and 1 in Phnom Penh.

Helmet assembly
Extended Polystyrene (EPS) beads are deployed by Protec, which are heat processed and molded into hardened liner. EPS liner is a crucial component of the helmet to absorb the shock in a crash and protect our brain.
Protec produces hard shelled helmets out of ABS polystyrene beads and soft shelled ones from polyvinyl carbonate sheets, both of which are assigned to equal protective functioning, but our customers are inclined to pick hard shelled helmets because they are more resilient to the weather and sunshine than soft shelled ones are.
Moving assembly line (modified to accommodate wheelchair ridden workers) involves the assembly of chin straps, buckles, EPS liner into the helmets, windshields, polishing, quality control and packaging.
Protec’s modern paint shop is capable of producing a wide range of colors, designs and graphics. Advanced printing technology allows customers to place their logo or slogan on the helmets. At the factory, there are two types of helmet designs: water decal designs and machine printing. With machine printing, the logo must include no more than five colors and fit within a small surface area of the helmet, whereas water decals may include as many colors as desired and can be applied to the entire surface of the helmet.
Testing Facilities
Protec factory has a state of the art helmet testing lab on site, to insure that all Protec helmets comply with the national helmet standard. The lab consists of four stations which test impact absorption, penetration, chin strap resistance, and helmet stability. All of the equipment comes from Canada, and international testing experts regularly visit the testing lab to conduct maintenance and train staff who directly work in the test lab. The standard varies according to the helmet designs and purposes, but the classic Protec half faced tropical helmet is suposed to pass the following tests:

Impact absorption: Helmets are set in freefall at the standard height of 1.385m for globular anvil and 1.83m for flat anvil. That EPS polystyrene liner is deformed after the freefall and clashes with the anvil means that the EPS liner has absorbed most of the impact of the clash, reducing the impact on the wearer’s head.
Penetration: A sharp stake weighing a standard three kilograms is dropped onto the helmet from the height of 2 meters. The stake should not penetrate through the EPS to the head simulation.
Chin strap resistance: A helmet is placed securely on the head fsimulation with the chin strap buckled and tightened. A hook is fastened to the chin strap which exerts a weight of 50 kilograms within 30 seconds on the chin strap. The chin strap should hold the weight for two minutes without breaking.
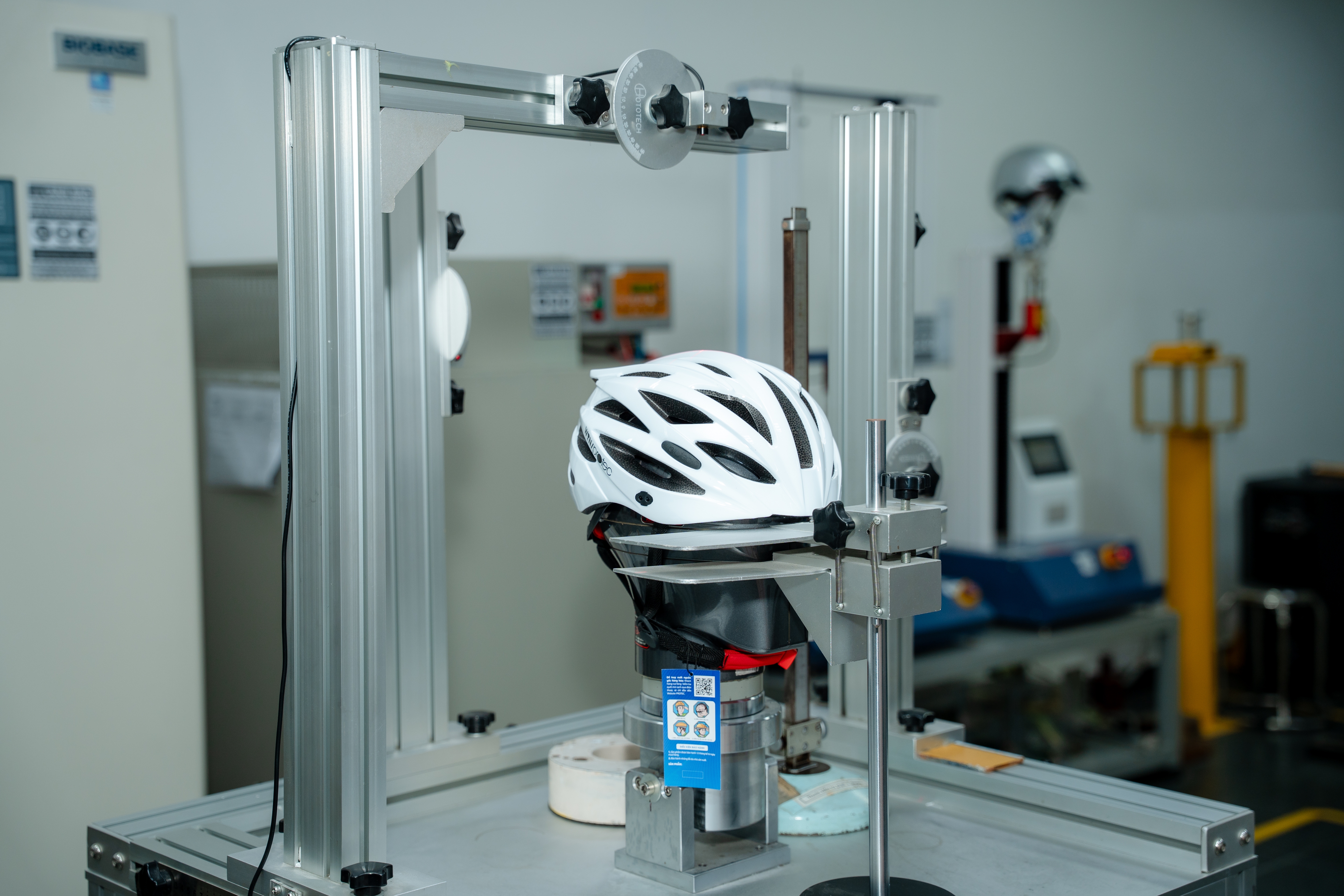
Helmet stability: The helmet is placed securely on the head simulation with the chin strap buckled and tightened. A hook is fastened to the back of the helmet and the helmet is pulled forward with a weight of 10 kilograms from the height of 5 meters. The angle of the helmet should not be skewed more than 30 degrees on the head simulation.
All testing stations are connected to computers already equipped with Cadex software, which gathers and stores the testing data. The test results are sent along with the helmet order to customers.
The government frequently sends Protec a sampling of helmets from the market for testing. Other helmet manufacturers also frequently send sample helmets to the Protec testing lab on an unofficial basis before sending their helmets to government testing facilities, to double-check the helmet quality. WHO recently carried out a survey on helmet quality in partnership with the Hanoi School of Public Health, and they sent helmets, both used and new, to the Protec helmet lab for testing.